Optimizing feed pellet cooling process: The role of AVI-MUL TOP GP10 in reducing dust and controlling moisture.
Why is pellet cooling necessary?
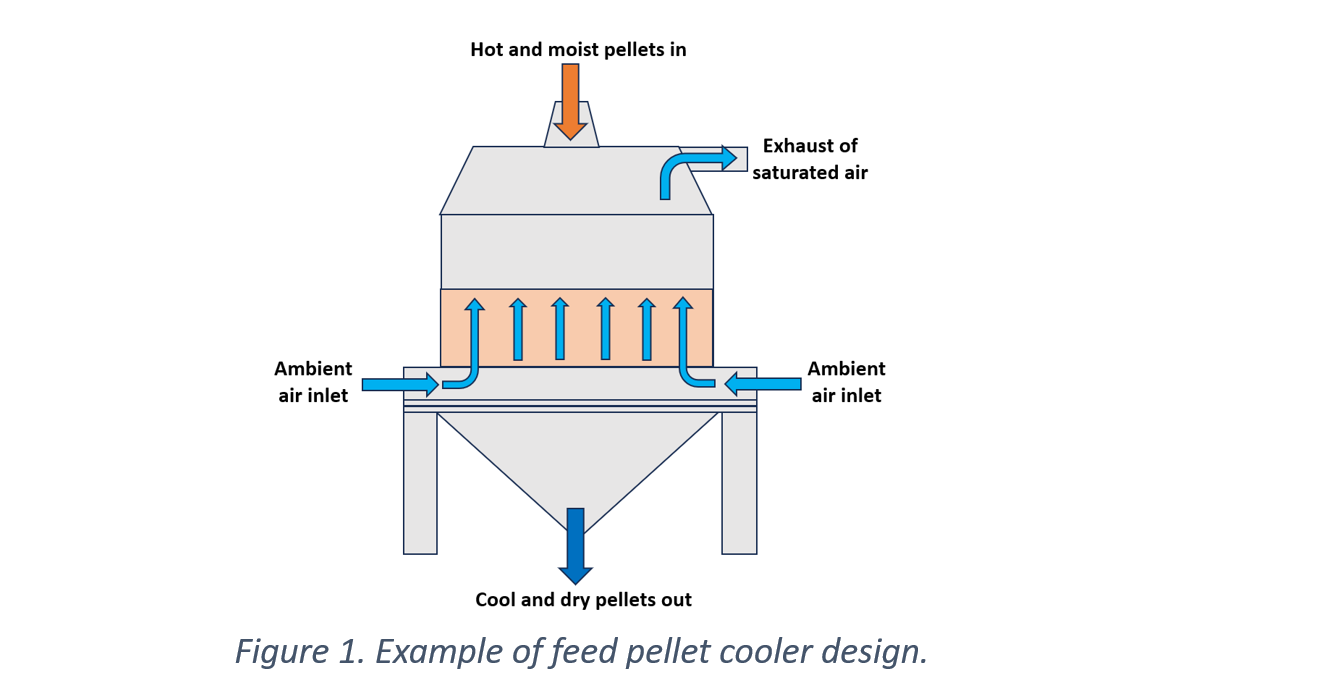
The feed pellet cooling process is a critical stage in the production of animal feed, even if its importance is often underestimated.
During the conditioning and pelleting processes, feed pellets absorb high quantity of heat (~60°C for cattle feed and ~80°C for poultry feed) and moisture (14-17%). This combination creates an ideal environment for the growth of moulds and harmful bacteria, which would negatively impact the product shelf life and nutritional value. Therefore, a proper cooling and drying of pellet is fundamental to mitigates these risks, ensuring a safe and high-quality feed pellet for animal consumption.
What is the goal of an efficient cooler?
An efficient cooler must reduce the pellet temperature to a maximum of 5-8°C above the ambient temperature (Bortone E., 2014). At the same time, the moisture content should be lowered to 10-12% in order to prevent moulds growth and ensure pellet stability.
Which factors influence the cooling process?
Pellet size is one of the factors that needs to be evaluated. As pellet diameter increases, the shift of moisture and heat from the centre to the top of the product is slower, thus the amount of air to cool the product and the residence time in the cooler must increase (Tab.1).
Another aspect to consider is the airflow that passes through the pellet bed inside the cooler. An improper pellet dosing in the cooler may lead to uneven bed distribution of the product, resulting in pellet with different moisture levels.
Table 1. Cooling time and airflow for different pellets diameters. Adapted from Bortone E.,2014.
| Pellet diameter, mm | Cooling time, min | Airflow, m3/h |
|---|---|---|
| 2.0 - 3.5 | 6-8 | 1200 - 1500 |
| 4.0 - 4.7 | 8 - 10 | 1500 - 1600 |
| 5.0 - 6.5 | 10 - 12 | 1600 |
| 8.0 - 9.5 | 12 - 14 | 1600 - 1850 |
| 12.5 | 14 - 16 | 1850 |
| 16.0 | 14 - 16 | 2100 |
How to optimize feed moisture content during cooling?
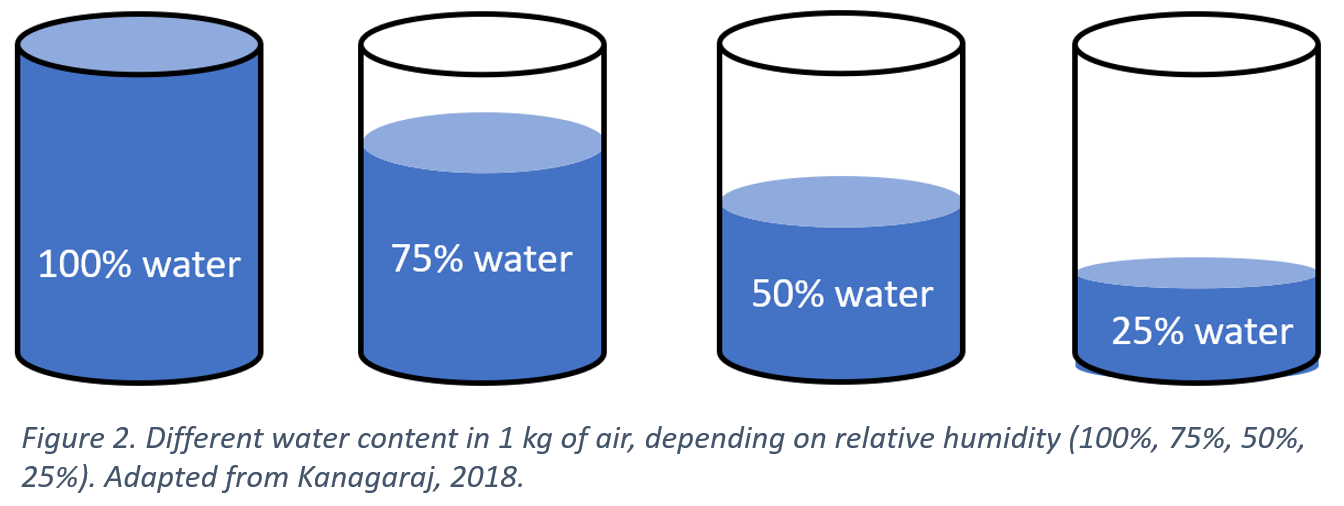
Climatic conditions have an important impact on the cooler efficacy. For example, with 75% of humidity, air has 25% capacity to retain moisture from feed (Fig.2). This means that in very humid conditions cooler will remove too little moisture, with the risk of mould development. On the other side, in dry environments, too much moisture will be loaded by the air, which will lead to financial loss.
Due to its ability to bind water and increase moisture absorption in the feed particles, during the cooling process, in low humidity conditions AVI-MUL TOP GP10 helps to avoid excessive moisture evaporation and the consequent economic losses.
At the same time, this patented emulsifier can bring a mass profit without increasing water activity (aw), therefore it supports feed safety helping to avoid moulds and harmful bacteria development.
Why dust and fines are dangerous and how can they be reduced?
Dust and fines among pellets negatively influence cooler efficiency because they can block the airflow, which is forced to pass through the dust-free areas between the pellets. This leads to product over-drying, excessive dust rising and increase of temperature. If the product is too hot when loaded, condensation can occur on the pellet surface resulting in mould and bacteria development.
By promoting steam penetration and heat absorption during the conditioning process, AVI-MUL TOP GP10 reduces the friction and improves the lubrication of the die. This increases the smoothness of the pellets which significantly reduces dust and fines in the feed. Therefore, during the cooling process, this helps to promote an effective airflow among pellets, increasing cooler efficiency, avoiding product over-drying and temperature raising, thus enhancing the shelf life of the final product.
In conclusion, how to increase cooler performance?
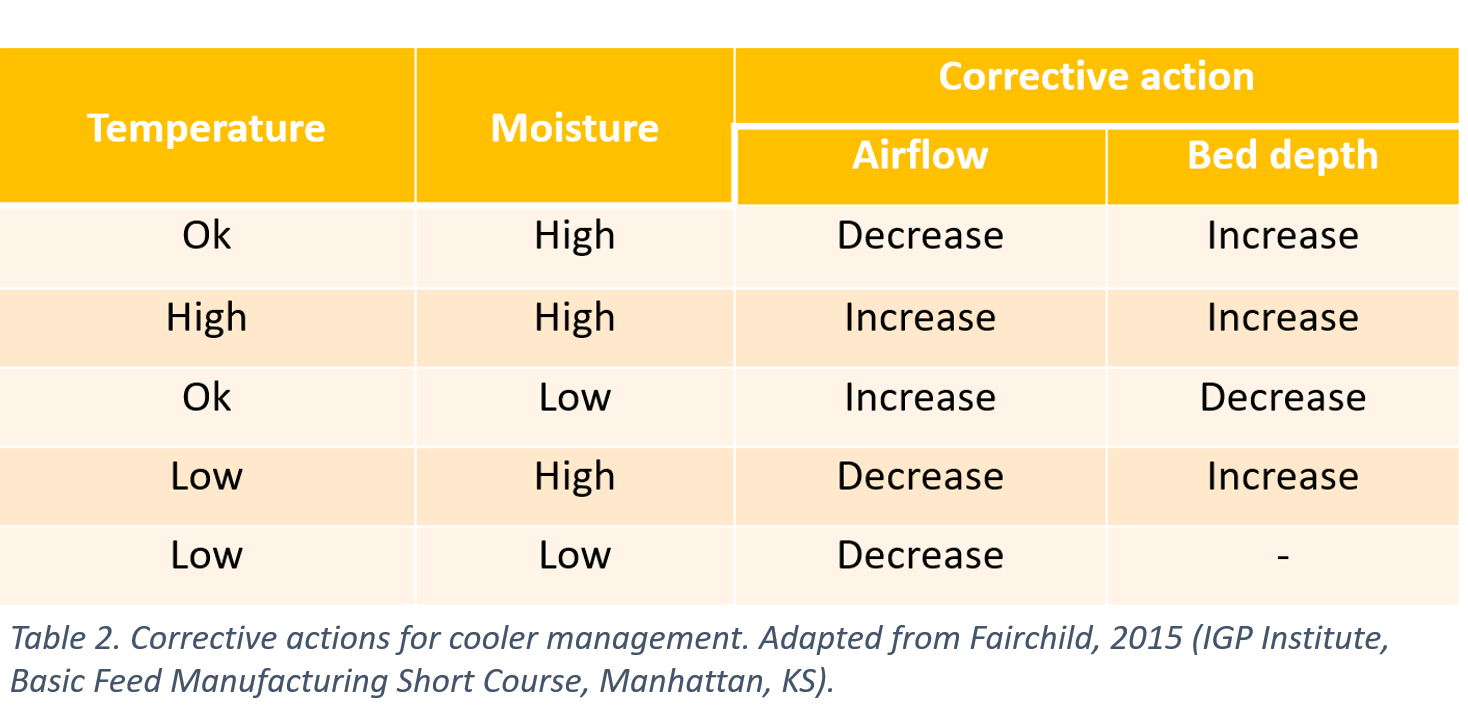
To maximise cooler performance, airflow and bed depth should be adjusted based on the temperature and moisture levels, as showed in Table 2.
Moreover, the inclusion of a high-quality ingredient like AVI-MUL TOP GP10 optimizes moisture content inside the feed and reduces the quantity of dust and fines, resulting in optimize cooler efficiency, greater profitability, and granted feed safety.
Contact us to receive more information on how to improve the cooling process and discover more benefits of AVI-MUL TOP GP10!